






旋风铣旋风除尘器的选择原则:1 )含尘气体温度高时,在旋风分离器上设置保温设施,以免水分凝结影响除尘效果。2 )旋风式吸尘器的净化气体量必须与实际需要处理的含尘气体量一致。 选择旋风分离器的直径时请尽量减小。 通过的风量大时,较为好并列使用几个小径旋风分离器。3 )所选旋风分离器阻力损失小,动力消耗少,结构简单,维护简单。4 )气体中含有易爆粉尘时,旋风铣旋风式吸尘器应设置防爆装置。5 )旋风分离器能够捕集的小粉尘粒子应比被处理气体中的粉尘粒度稍小。6 )旋风式吸尘器密封良好,不漏风。7)庞风式除尘器入口风速维持在18- 23m/s,过低除尘效率下降到:时,力量损失和供电量全部灌溉,效果显着
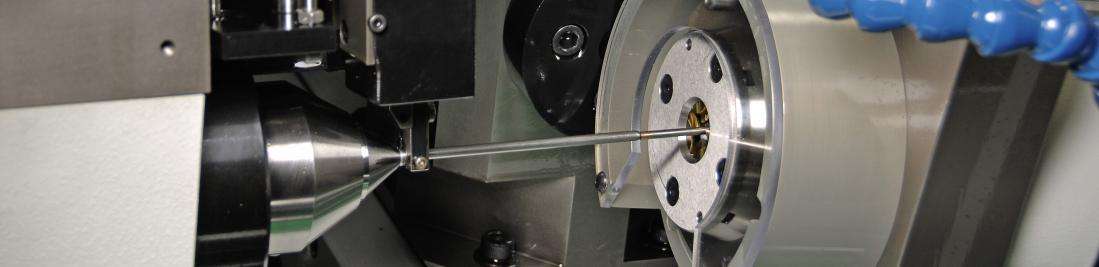
旋风铣削加工螺纹的原理:刀盘带动刀具的高速旋转运动;工件缓慢旋转进给运动;刀盘相对工件的轴向进给运动;刀盘相对工件的径向切深削运动。调整参数有刀盘轴线同工件轴线的夹角b、偏心量H。在加工螺纹时,刀盘高速旋转,转速高达8000r/min,切削速度达到40Om/min。以外旋铣工艺为例, 加工工具为内侧置刀片的铣刀环, 即铣刀位于刀盘内侧。加工时离心刀盘以高转数围绕工件旋转,工件则以较慢速度绕轴心转动。刀盘以X线为轴的转角决定了螺纹的斜度,同时保证铣刀的切面与螺纹的走向一致。刀盘沿X 轴的上下径向进给量决定了螺纹的深度。旋铣机可加工出不同斜度,不同深度的左、右双向螺纹。根据不同的加工要求, 刀盘与加工件可沿同一方向或互为反向转动。

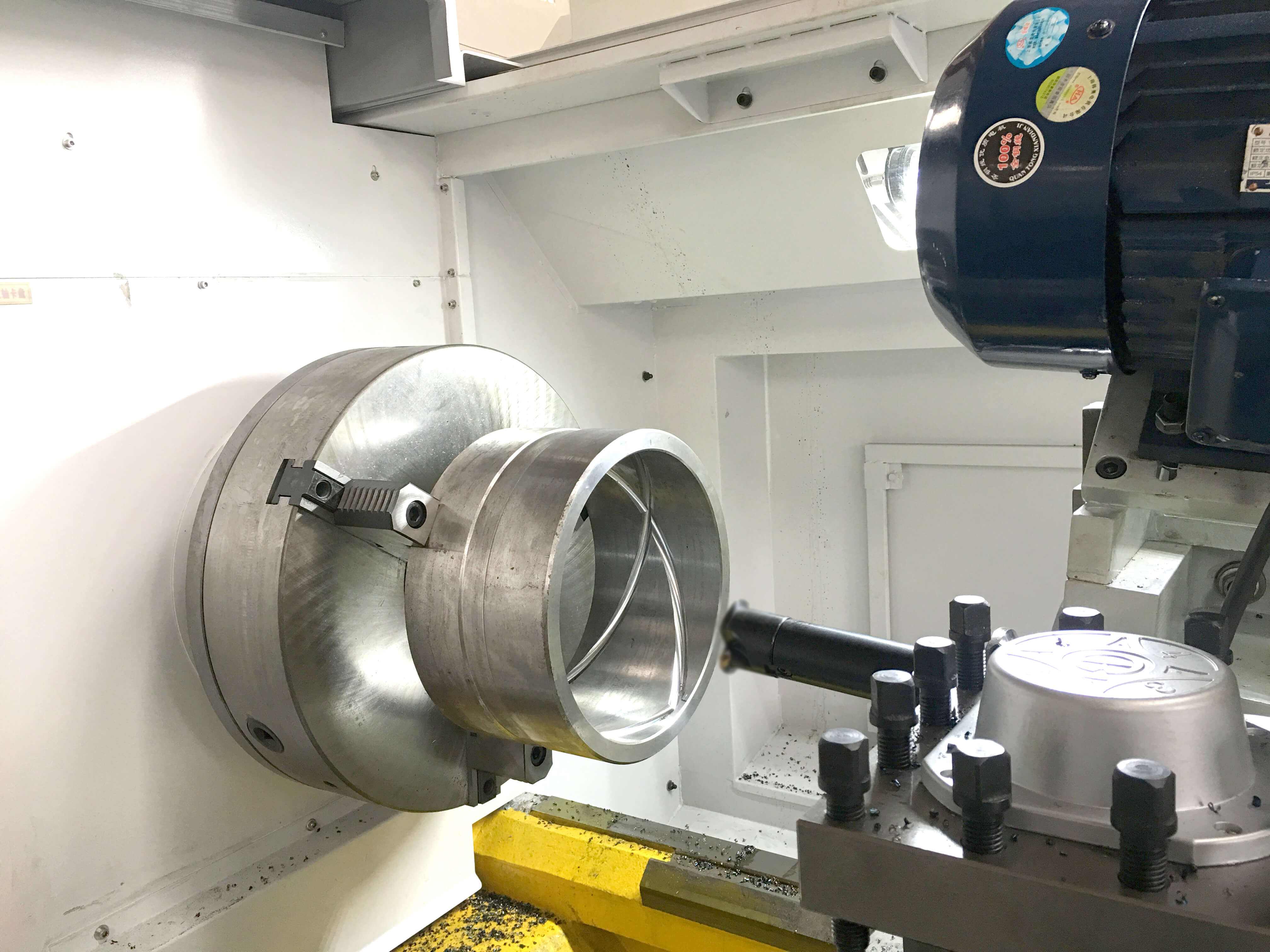
大模数蜗杆旋风铣床的加工范围:铣刀最大加工蜗杆直径在80mm,加工蜗杆模数范围10mm,最大工件长度(顶尖距)在1000mm,最大铣削螺旋角度在45°,大模数蜗杆旋风铣床的C轴的工件夹紧形式是液压卡盘,X轴/Z轴行程在250/870mm,快移速度在6/10m/min,C轴转速范围:0.5~25rpm,铣刀轴的转速范围是在300~1400rpm,大模数蜗杆旋风铣床的刀具形式是焊接硬质合金刀头等等。
旋风铣是与普通车床配套的高速铣削螺纹装置。用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。瑞士型走心机+旋风铣刀座:该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件最先进的加工解决方案。









